
- NÁSTROJE V PRAXI
- VNITŘNÍ ZÁVITY - jak a čím je správně řezat?
VNITŘNÍ ZÁVITY - jak a čím je správně řezat?

Řezání závitu je v zásadě jednoduchý proces. Vždy sestává ze 3 hlavních činností:
- Vyvrtání otvoru pro závit
- Zahloubení otvoru
- Vyříznutí závitu
JAKÉ NÁSTROJE BUDETE POTŘEBOVAT?
Abyste vybrali ty správné nástroje, musíte si ujasnit zda budete závit řezat ručně nebo strojně a jaký typ závitu potřebujete.
Pokud mluvíme o typu závitu, máme na mysli jeho velikost a stoupání.
Důležitou roli také hraje, jaký druh materiálu budete obrábět.
Pro většinu běžných ocelí postačují nástroje vyrobené z rychlořezné ocele (HSS).
Pro obrábění nerezových a velmi tvrdých ocelí je třeba volit nástroje s příměsí kobaltu (HSS-Co.).
Jak vrtáky, tak i závitníky a záhlubníky nabízíme na našem webu v obou kvalitách.
Krok 1: Vyvrtání otvoru
- Označte místo, kde chcete řezat vnitřní závit.
- Pomocí vrtačky a odpovídajícího vrtáku vyvrtejte otvor. Velikost vrtáku musí být vždy menší než požadovaný závit. Přesný průměr vrtáku se odvíjí od velikosti a stoupání požadovaného závitu. Více si můžete přečíst v našem článku: Jak zjistit potřebnou velikost předvrtání pro vnitřní metrický závit.
- Podle materiálu obrobku si potřebnou velikost najděte mezi vybrušovanými vrtáky z rychlořezné ocele (obj.č. 3620)
nebo mezi kobaltovými vrtáky (obj.č. 3720). - Než začnete vrtat, na vrták naneste řezný olej nebo olej ve spreji, aby se snížilo tření a zlepšil se řezný výkon.
Krok 2: Záhloubení otvoru
- Po vyvrtání otvoru použijte 90° záhlubník k vytvoření kuželového zahloubení na okraji otvoru. (obj.č. 3507 nebo obj.č. 3717).
Tento krok usnadní nasazení závitníku a zajistí lepší začátek řezání závitu. - Pro jakou velikost závitu je daný záhlubník určen u nás zjistíte přímo v jeho názvu.
Krok 3: Řezání závitu
I při řezání závitu, ať už ručně nebo strojně, byste měli používat řezný olej nebo pastu. Tím se prodlouží životnost závitníku a zlepší se kvalita řezaného povrchu.
Ruční řezání závitu
Výběr potřebného vybavení
Pokud bychom chtěli závit vyříznout najednou, budeme k tomu potřebovat velkou sílu.
Proto se potřebné množství síly při ručním zpracování zmenšuje tím, že závit vzniká a prohlubuje se postupně.
Rozdělení do více kroků snižuje také riziko zalomení nástroje v otvoru.
Navíc, pokud při řezání závitu uděláte chybu, můžete ji ještě napravit pomocí dalšího kroku.
Proto jsou také ruční závitníky dodávány v sadách po dvou resp. třech kusech.
Jednotlivé kusy v sadě se od sebe liší profilem zubů.
Na začátku se používají závitníky s neúplnými zuby, následně ty se zuby vyššími a úplnými.
- Dvoudílné sady ručních závitníků pro jemné metrické závity. Obsahují závitník předřezávací a dokončovací.
- Třídílné sady ručních závitníků pro standardní metrické závity. Obsahují závitník předřezávací střední a dokončovací.

Aby se dalo snadno rozeznat, v jakém pořadí se mají jednotlivé kusy sady použít, jsou na svém upínání označeny kroužky.
- Předřezávací je označen jedním proužkem nebo čárkou. Je určen pro první řezání závitu a má nejmenší průměr závitového profilu.
- Střední je označen dvěma proužky. Používá se po předřezávacím závitníku a má částečný závitový profil, který postupně dokončuje řezání závitu.
- Dokončovací má upínání hladké, bez kroužku. Používá se jako poslední a má plný závitový profil, který dokončuje a vyhlazuje závit.
Abyste mohli ručním závitníkem v předvrtaném otvoru otáčet, budete potřebovat vratidlo.
I v tomto případě platí, že jeho velikost musíte vybírat podle velikosti použitých závitníků.
Současně byste měli vědět, na jak přístupném místě budete závit řezat.
Volit můžete mezi vratidly ráčnovými, kulovými nebo stavitelnými.
Postup ručního řezání závitu
- Do vratidla upněte předřezávací ruční závitník.
- Na závitník naneste řezný olej nebo pastu, aby se snížilo tření a zlepšil se řezný výkon.
- Začněte závitníkem opatrně otáčet ve vyvrtaném otvoru. Po několika otáčkách závitník vždy o půl otáčky otočte zpět, aby se uvolnily třísky a zabránilo se poškození závitu.
- Pokračujte v otáčení a řezání závitu až do požadované hloubky.
- Nakonec závitník opatrně vyjměte a zkontrolujte výsledek.
- U jemného závitu celý postup opakujte s dokončovacím závitníkem, u normálního závitu nejdříve se středovým a pak dokončovacím závitníkem.
Strojní řezání závitu
Výběr potřebného vybavení
V případě výběru závitníku pro strojní řezání závitu, hraje roli i to, zda se jedná o závit průchozí nebo neprůchozí, tedy slepý.
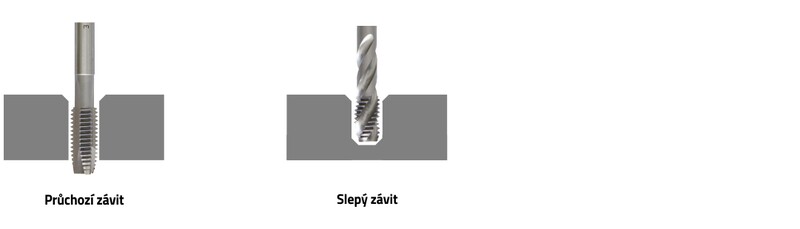
Průchozí otvor prochází celým obrobkem. Slepý otvor naopak končí v určité hloubce obrobku a není průchozí.
Právě při řezání slepých závitů, je třeba si z nabídky strojních závitníků zvolit to správné, aby výsledek Vaší práce byl takový, jaký požadujete.
V čem se tedy jednotlivé typy strojních závitníků liší, jakých rozdílů mezi nimi si máme všímat a proč?
Spirálová nebo rovná drážka?
V případě slepých děr je třeba, aby vznikající třísky byly odváděny z otvoru ven směrem nahoru.
A právě to umí závitníky, které jsou opatřeny spirálovou drážkou. Ta třísky vynáší proti směru řezání závitu.
Závitníky se spirálovou drážkou tedy používejte pro slepé otvory, pro průchozí otvory postačuje drážka rovná.
Ostrá nebo plochá špička?
Protože se ostrá špička špatně dostává až na dno slepého otvoru (viz obrázek), používají se pro řezání slepých závitů závitníky s plochou špičkou.
Pro slepé otvory tedy používejte závitníky s plochou špičkou, pro průchozí otvory můžete použít jak plochou tak ostrou špici.
Poznámka:
U malých průměrů závitníků pro slepé otvory najdete i přesto špičku ostrou, místo ploché.
Je to dáno výrobním procesem. Při výrobě musí být závitník upnut jak za stopku, tak za špičku. Špička závitníku bývá upnuta pomocí středícího otvoru.
U menších průměrů to však není možné a závitník musí být upnut za ostrou špičku.
Tvar a velikost náběhu
Náběh se nachází na špičce závitníku a probíhá přes několik závitů.
Tyto závity ovlivňují jak moc krouticí moment působí na závitník, a tím ovlivňují i životnost závitníku.
Rovněž ovlivňují chování při začátku vrtání a centrování.
Čím více závitů má závitník, tím menší síly působí při začátku vrtání.
Informaci o tom, přes kolik závitů náběh prochází se jednoduše dozvíte již z označení závitníku. Jedná se o tzv. tvar.
Závitníky OREN najdete buď jako
- Tvar B: cca 4-5 závitů s lamačem - Vhodné pro průchozí otvor, houževnaté a středně až dlouho třískové materiály,
- Tvar C: cca 2-3 závity - Vhodné pro průchozí otvory i slepé otvory s krátkým závitovým výběhem.
Lamač
Náběh může být u ručního i strojního závitníku opatřen tzv. lamačem. Ten je určen k tomu, aby třísky byly lámány a mohly tak čistě vystupovat z otvoru.
Shrnutí
Všeobecně lze doporučit:
pro slepé závity používat strojní závitníky se spirálovou drážkou, tvar C pro průchozí závity používat strojní závitníky s rovnou drážkou a lamačem, tvar B
Pro snadnější orientaci při nákupu na našem webu ještě tabulka, která Vám pomůže najít ten správný nástroj i v závislosti na tom,
zda potřebujete jemný či normální závit a závitník z rychlořezné ocele HSS nebo kobaltový závitník.
| normální metrický závit | jemný metrický závit | |||
| Ruční | HSS | průchozí i slepé závity | DIN 352 (obj.č. 361110) | DIN 2181 (obj.č. 361210) |
| Strojní | HSS | průchozí závity | DIN 371, tvar B (obj.č. 362110) DIN 376, tvar B (obj.č. 362120) |
DIN 374, tvar B (obj.č. 362210) |
| slepé závity | DIN 371, tvar C (obj.č. 362130) DIN 376, tvar C (obj.č. 362140) |
DIN 374, tvar C (obj.č. 362220) | ||
| HSS-Co. | průchozí závity | DIN 371, tvar B (obj.č. 372110) DIN 376, tvar B (obj.č. 372120) |
DIN 374, tvar B (obj.č. 372210) na objednání |
|
| slepé závity | DIN 371, tvar C (obj.č. 372130) DIN 376, tvar C (obj.č. 372140) |
DIN 374, tvar B (obj.č. 372210) na objednání |
||
Postup strojního řezání závitu
- Umístěte strojní závitník do vrtačky nebo jiného vhodného stroje.
- Na závitník naneste řezný olej nebo pastu, aby se snížilo tření a zlepšil se řezný výkon.
- Zapněte vrtačku a pomalu zavádějte závitník do vyvrtaného otvoru. Udržujte stálý tlak a kontrolujte, aby závitník postupoval rovně.
- Po dosažení požadované hloubky vrtačku vypněte a závitník opatrně vyjměte.
- Zkontrolujte hotový závit.
Doporučení
- Bezpečnostní opatření: Vždy noste ochranné brýle a rukavice, abyste se chránili před třískami a ostrými hranami.
- Údržba nástrojů: Po použití očistěte a naolejujte nástroje, aby byly připraveny na další použití.
Doufáme, že tento návod Vám pomůže k úspěšnému řezání vnitřních závitů. Pokud budete mít jakékoli otázky, neváhejte se obrátit na odborníka.